Un article de GrandTerrier.
|
Ancien conducteur de machine à la papeterie Bolloré d'Odet, ouvrier à l'entretien ayant occupé presque tous les postes de fabrication à Odet, Cascadec et Troyes, Mann adore raconter les détails des étapes de la fabrication de papier, avec à l'appui visuel ses dessins industriels grand format des machines de raffinage, blanchiment, séchage et bobinage du papier.
Autres lectures : « La fabrication du papier à cigarette expliquée et illustrée par Louis Barreau » ¤ « L'entreprise Bolloré, Réalités Noël 1949 » ¤ « Souvenirs de huit anciens salariés des papeteries Bolloré » ¤ « Hervé Gaonac'h, sécheur à la papeterie d'Odet » ¤ « Fanch Page, surveillant factionnaire à la papeterie d'Odet » ¤ « Louis Bréus, sécheur à la papeterie d'Odet] » ¤ « Jean Guéguen, laborantin à la papeterie d'Odet » ¤ « Notes et croquis de Mann Kerouredan, jeune papetier d'Odet » ¤
|
 Livre de Mann à l'École de Papeterie de Grenoble |
[modifier] 1 Les étapes de fabrication
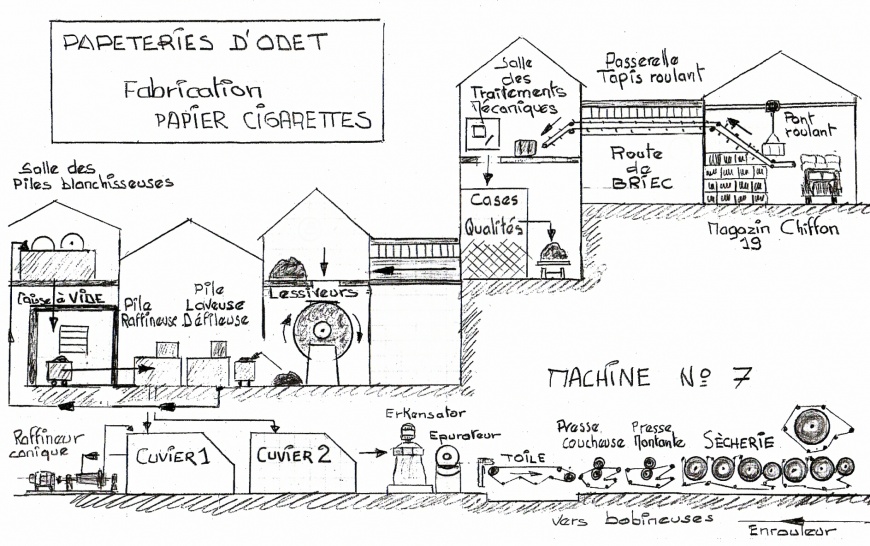
Un cas pratique : les étapes de fabrication du papier à cigarettes à Odet, avec un parcours fléché de salle en salle
|
1. Chiffonerie
Dans le magasin de triage les chiffons étaient décortiqués et soumis au triage. Des ouvrières spécialisés étaient chargées d'éliminer tous les déchets.
2. Lessivage
Le chiffon était pesé avant d'être transporté par chariots à l'atelier de lessivage.
3. Défilage
Le chiffon tombait sur un tapis roulant qui l'emmenait directement dans la pile défileuse.
4. Blanchiment
Le blanchiment s'effectuait dans 2 piles Bellmer de 30 m3 de capacité chacune.
5. Raffinage
La durée du raffinage est généralement de 5h environ pour une concentration de 4%.
|
|
6. Machine
La machine 1 était plus important que la machine 2. Elle avait une longueur de 28 m sur une largueur de feuille de 2m 10, avec une vitesse moyenne de 50 m pour le papier carbone, ayant un poids de 14-15 kg environ.
7. Sècherie
La partie sècherie se composait de 11 cylindres sécheurs répartis en 7 cylindres sécheurs de feuille et 4 cylindres sécheurs de feutre.
8. Bobinage
Les rouleaux venant de la machine étaient évidés et tranchés à l'aide de couteaux cylindriques ils se reformaient 2 ou 3 roulaient qui pouvaient être semblables ou non. Et ensuite les bobines étaient coupées de la même façon de la largeur de la feuille à cigarette, de 26 à 32 cm.
9. Emballage
Les rouleaux étaient dirigés dans la salle d'emballage et ensuite dans le magasin d'expédition.
|
[modifier] 2 Lessivage des chiffons
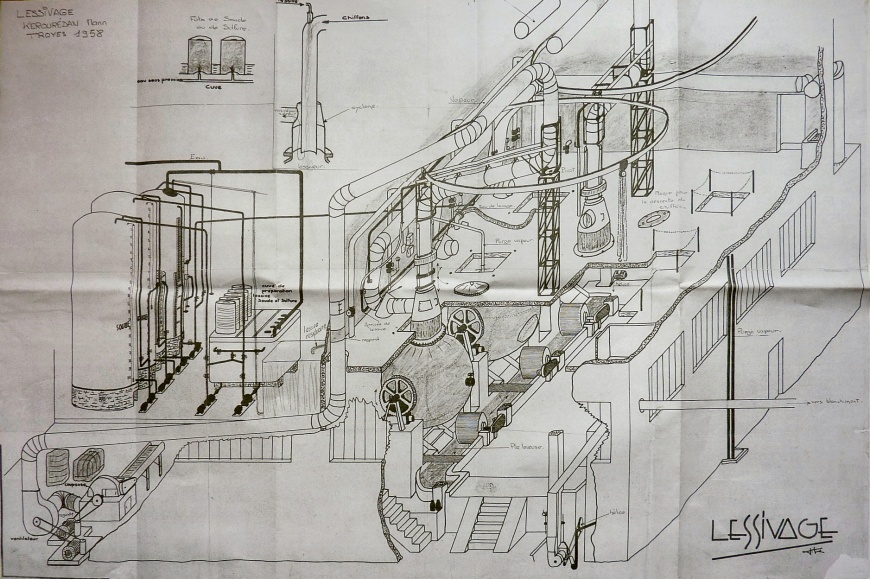
Les opérations de lessivage depuis l'arrivée des chiffons jusqu'au moment où ils étaient débarrassés de leurs impuretés.
|
« J'ai réalisé ce dessin en 1958 pour représenter uniquement la phase de lessivage tel qu'on le faisait à l'usine de Troyes :
- Les balles de chiffons arrivaient ici en bas à gauche. Ça passait sur un tapis roulant, comme celui d'une machine à battre. Une découpeuse attendait les chiffons et plus loin un ventilo qui les amenait dans les lessiveurs.
- Ce système de préparation automatique des chiffons n'existait pas à Odet : les chiffons étaient amenés directement dans les lessiveurs par les femmes de la chiffonnerie, qui parfois tassaient les chiffons à l'intérieur ce qui pouvait être dangereux quand on avait ajouté des produits chimiques.
- Les six lessiveurs faisaient 4 mètres de diamètres, et on faisait tourner les chiffons là-dedans jusqu'à 8 heures. A Odet il y avait quatre lessiveurs au lieu de six.
|
|
- Au dessus des lessiveurs, il y avait un ferrailler qui permettait au manchon de tourner et quand on avait fini de remplir un lessiveur, on le mettait avec un système de palan au-dessus du lessiveur suivant.
- Ça tournait des heures avec de la soude, du sulfure, et de la vapeur. Le temps de lessivage dépendait de la qualité et de la propreté du chiffon au départ.
- Quand c'était prêt, on baissait le lessiveur. On ouvrait un trou d'homme, et ça tombait dans les pîles laveuses. Ça ne sentait pas très bon à cause du sulfure.
- Les tambours laveurs tournaient et nettoyaient la pâte, et au bout d'un certain temps on pouvait l'amener au blanchiment. »
|
[modifier] 3 Blanchiment de la pâte
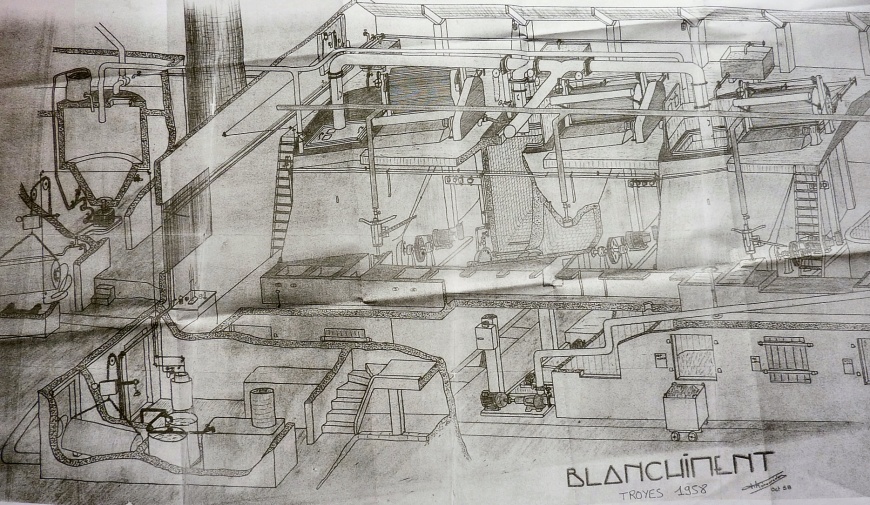
Les piles au centre du schéma avaient pour vocation de blanchir la pâte dont la couleur au départ n'était pas très claire.
|
« Ici commence donc l'étape de blanchiment autour des fameuses piles Bellmer dont l'une au centre en coupe transversale :
- Une hélice y faisait tourner la pâte, qui était mélangée à du chlore gazeux en provenance d'un engin de 4 mètres de long.
- Et la pâte devenait blanche, même les matières noircies précédemment avec le sulfure et la soude.
|
|
- Quand c'était fini, il y avait un caniveau pour réceptionner où la pâte coulait dans des caisses spéciales en grès, l'eau s'évacuant par les trous des caisses.
- Il suffisait ensuite de soulever le volet en bois, et de charreter la pâte dans les wagonnets, comme s'il s'agissait d'enlever le fumier d'une crèche. »
|
[modifier] 4 Raffinage et défibrage
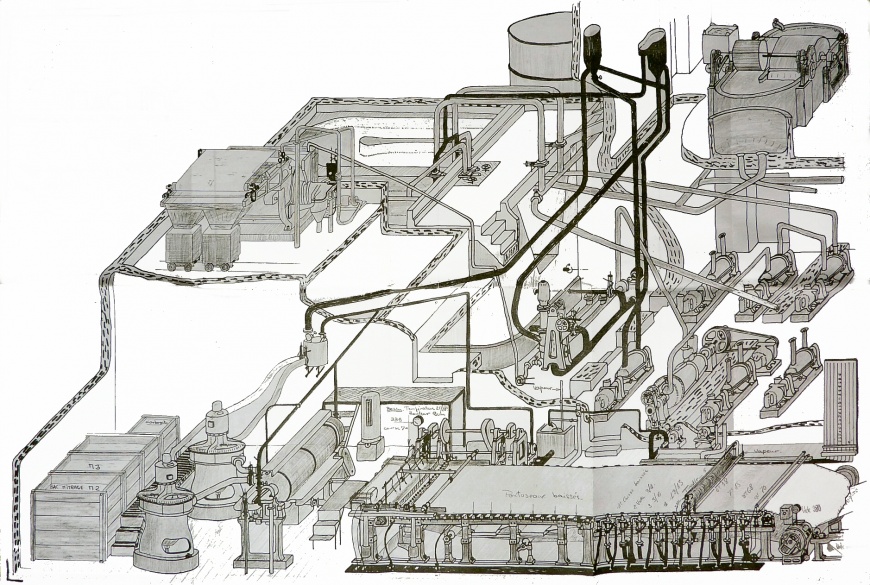
Le raffinage
[1] et le défibrage assurés principalement par les piles hollandaises
[2], en haut à droite du schéma, vont permettre d'obtenir une consistance de pâte optimale.
|
« Sur ce dessin, en haut à gauche, on retrouve les wagonnets qui amènent la pâte qui est acheminée aux piles hollandaises :
- Ces piles raffineuses
[1] sont constituées d'un cylindre muni de lames en acier inox. Elles étaient complétées par des pressions, des pullzones, qui autrefois étaient à visse.
- La fibre était coupée et hydratée dans ces piles hollandaises
[2], pour obtenir un bon degré Shopper qui mesurait la façon dont les fibres se collaient les unes aux autres physiquement et chimiquement,
- Une fois bien hydratée, la pâte restait dans un grand cuvier où elle continuait à tourner.
- Puis avec un système de pompe, elle était amenée dans des raffineurs coniques
[1], des Jones ou des Neyrets. La pâte montait et descendait en circuit fermé pendant un certain temps.
- Lorsque la pâte avait atteint un niveau de consistance, elle était amenée dans des appareils Erkensators qui enlevaient les matières solides par la force centrifuge.
- Après on avait un autre système moins encombrant, 40 cm de long environ ; c'était américain et on appelait cela des cleaners. À Odet on les a mis quand on a démarré les machines 9 et 10. Aux machines 7 et 8 on avait les Erkensators qui faisaient environ 1 m 20. »
|
|
 Cleaner américain utilisé à Odet |
[modifier] 5 Sèchage et bobinage
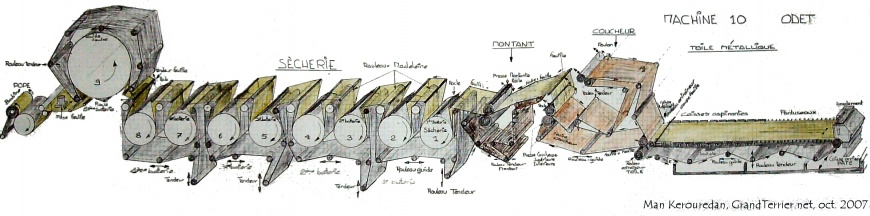
Schéma en coupe de la machine 10 installée en 1963 à l'usine d'Odet. A droite l'arrivée de la pâte à papier, à gauche la bobine récupérant le papier, ceci constituant le périmètre d'action du conducteur de machine, du sécheur et du mousse. La machine 10 est dessinée de droite à gauche car l'arrière était du côté de Briec et les ouvriers étaient placés au milieu du bâtiment.
|
Etape 1
- « La pâte arrivait donc à droite dans la caisse à pâte et se déversait sur la toile mécanique.
- Derrière cette toile et les cylindres sécheurs, il y avait le système de transmission, c'est à dire des moteurs, des rupteurs, des couronnes crantées.
- La toile bougeait de façon latérale grâce à un système de branlement pour égaliser la pâte et pour permettre aux fibres de se croiser.
- Il y avait deux règles fixes et une flexible en travers pour doser avec une visse la quantité de pâte à laisser passer, ce qui déterminait l'épaisseur de la feuille.
- Le coupe-feuille servait à couper le début d'une feuille pour qu'elle puisse être aspirée entre les cylindres. En déplaçant le coupe feuille vers le milieu de la toile le début de la feuille prenait une forme en biseau qui facilitait son engagement.
|
|
|
|
Etape 2
- Ici démarrent les cylindres de la place coucheuse, avec un système de cônes et de guides-courroies pour tendre la feuille et éviter les plis. Il fallait régler la vitesse des visses sans fin qui entrainaient le guide.
- C'est un feutre entrainé en continu qui faisait passer la feuille de papier entre les cylindres, et il arrivait assez souvent que ce feutre déchire et dans ce cas il fallait le changer entièrement.
|
|
|
|
Etape 3
- Au niveau sècherie, la feuille est aussi collée sur la presse montante, et le feutre est tendu sur les rouleaux inférieurs.
- La feuille va traverser quatre batteries successives de deux cylindres sécheurs.
- Les rouleaux Madeleine servaient à amener de la vapeur sur le feutre pour le sécher avec l'effet chaleur. Car le condensat de la feuille se déposait sur le feutre et l'humidifiait en permanence.
|
|
|
|
Etape 4
- Tous les jours en fin de faction, le conducteur devait venir en bout de sècherie pour enlever un mètre sur trois de feuille de papier qu'il amenait au laboratoire pour la mesure de la feuille en travers. Au labo ils faisaient une courbe pour vérifier la régularité de l'épaisseur de la feuille dans sa largeur. Le réglage était très délicat pour obtenir une épaisseur régulière, et des fois cela était impossible lorsque la pâte contenait trop de charges.
- Sinon lorsque la machine débitait normalement la feuille s'enroulait automatiquement sur un rouleau assez lourd qu'on appelait Pope et qui reposait sur des cylindres et ça formait de très grandes bobines de papier. »
|
|
|
[modifier] 6 La papeterie d'Odet
Ce croquis du site d'Odet a été dessiné par Mann en 2007, avec la représentation des bâtiments encore en service dans les années 1970-1980.
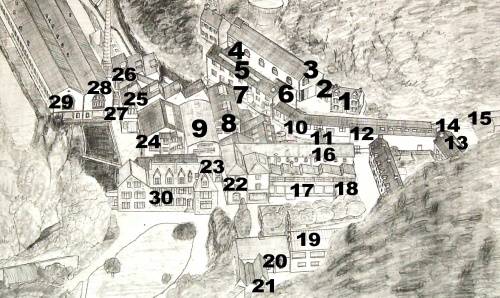
Identification des bâtiments principaux avec l'aide de Jean Guéguen
| 1 - Maison du curé
2 - Garage
3 - Magasin 19
4 - Pont sur route, tapis roulant
5 - Chiffonnerie
6 - Aspiration, dépoussiérage
7 - Couloir vers lessiveurs
8 - Lessiveurs, puis raffineurs Jone [1]
9 - Pile laveuse, défileuse [2]
10 - Emballage
11 - Pont vers emballage
12 - Salle expédition
13 - Magasin actuel
14 - Magasin 36
15 - Local des manœuvres de cour
16 - Façonnage
17 - Machine 1, puis machine 8
| 18 - Bureau, téléphone
19 - Laboratoire jusqu'en 1965
20 - Chapelle
21 - Bureau technique
22 - Local maintenance (forge, électricité)
23 - Machine 2, puis machine 7
24 - Bâtiment ; au rez-de-chaussée presse pâte, puis pîles Bellmer ; 1er étage droite caisses d'égouttage pâte ; 1er étage gauche labo à partir de 1965, bureaux chefs de service ; au 2e étage ancien atelier de blanchissage
25 - Au rez-de-chaussée turbines : à l'étage calandres [3] et salle stockage rouleaux
26 - Anciennes chaufferies
27 - Couloir vers machines 9 et 10
28 - Machine 9 et façonnage
29 - Machine 10 et calandres [3]
30 - Manoir
|
[modifier] 7 Définitions, glossaire
- Le raffinage est le traitement mécanique de la pâte à papier en vue d'obtenir l'hydratation, la fibrillation ou la coupe des fibres. Selon le type de raffineur utilisé, on privilégiera l'un ou deux de ces trois effets. Les raffineurs sont de 2 types différents : le raffineur conique, le raffineur à disques. Le raffinage est une opération primordiale; il se mesure en degré Schopper-Riegler °SR, qui correspond à un indice d'égouttage ; plus une pâte retient l'eau, plus elle est raffinée. [Ref.↑ 1,0 1,1 1,2 1,3]
- Le cylindre hollandais, ou pile hollandaise, est une machine mise au point aux Pays-Bas en 1673 qui réduit considérablement les opérations de défibration réalisées auparavant avec la pile à maillets. Dans une cuve remplie d'eau, le déchiquetage du chiffon se réalise grâce à la rotation d'un cylindre hérissé de lames coupantes et d'une planche garnie de clous. [Ref.↑ 2,0 2,1 2,2]
- Les calandres sont les rouleaux sous très forte pression entre lesquels on fait passer le papier dans le but d'en lustrer les faces par frottement. Le degré de brillance obtenu est fonction du nombre de rouleaux, de leur nature, de la pression exercée, des caractéristiques du papier (composition, charges, humidité, etc...). Cette opération est destinée à améliorer l'aspect et l'imperméabilité du papier, ainsi que la brillance des encres. [Ref.↑ 3,0 3,1]
|
Thème de l'article : Mémoires de nos anciens gabéricois.
Date de création : mai 2007 Dernière modification : 28.01.2022 Avancement :  [Développé] [Développé]
|













